刃物教室
About Blades
焼入れQuenching
いかに良質の鋼でも焼入れ操作の適、不適によって非常に影響を受けるので、焼入れについては炭素の含有量、製品の大きさ、焼入れ温度、焼入れ液の性質及びその温度など、あらゆる諸条件を勘案して刃物の用途、大きさによって適切な焼入れを行わなければなりません。
焼入れ温度は刃物として焼入れ可能な範囲で、なるべく低温で焼入れするのが理想です。それは温度が高くなる程鋼の結晶粒が大きくなり、もろさを増すことと、もう一つは鋼の炭素が空気中の酸素と化合する結果、次第にその表面の炭素量が少なくなり、いわゆる脱炭の危険性が生じます。焼入れ温度を高めることにより、高炭素の刃物ではオーステナイトが残留する為、かえって軟らかくなるということも生じます。
焼入れ効果は、焼入れ剤の種類によっても大きく影響を受けます。焼入れ用水の温度は15℃〜20℃が適当です。焼入れに油を使用する場合は、約50℃に予熱し、さらさらした状態で行う方が効果があります。只、油の種類によっては劣化が早く、効果が出ない事があるので注意して下さい。焼入れのキーポイントは「速くゆっくりの冷却」が割れず・硬くのコツと言えます。
No matter how good the steel is, it is greatly affected by the suitability and unsuitability of the quenching operation.For quenching, the content of carbon, the size of the product, the quenching temperature, the properties of the quenching solution and its temperature, etc.In consideration of various conditions, appropriate quenching must be performed depending on the purpose and size of the blade.
The quenching temperature is within the range that can be quenched as a blade, and it is ideal to quench as low as possible.the higher the temperature, the larger and more brittle the steel grain; and as a result of the carbon of the steel combining with the oxygen in the air, the amount of carbon on the surface of the steel gradually decreases. There is a risk of so-called decarburization. By increasing the quenching temperature, as austenite remains, it becomes softer.
Quenching effect is greatly affected by the type of hardener.The water temperature for quenching should be between 15 ° C and 20 ° C. If oil is used for baking, preheat to about 50 ° C.It is more effective to do it in a dry condition. However, some kinds of oil age quickly. Please note that the effect may be reduced. The key point of baking is "fast and slow cooling". It can be said that it is the secret of not breaking and being hard.
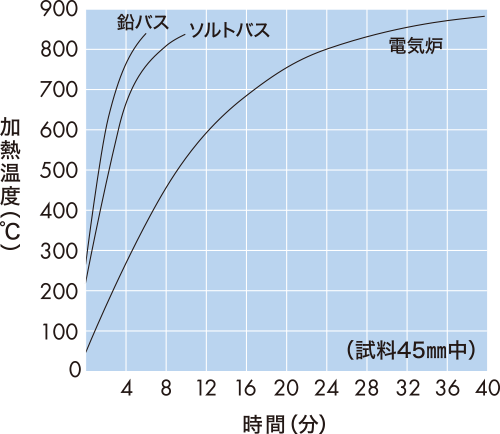
加熱炉の形式、炭素含有量等の相互関係Reciprocal relationship between furnace type, carbon content, etc.
-
加熱炉の形式によって左図の如く加熱時間に相当差異があり、これを考慮する必要があります。
There is a considerable difference in heating time depending on the type of heating furnace, as shown on the left, which needs to be taken into consideration.
-
製品が大きい程時間が長くなります。
The larger the product, the longer it takes.
-
焼入れ温度が低い程保持時間を長くする必要があります。
The lower the quenching temperature, the longer the retention time.
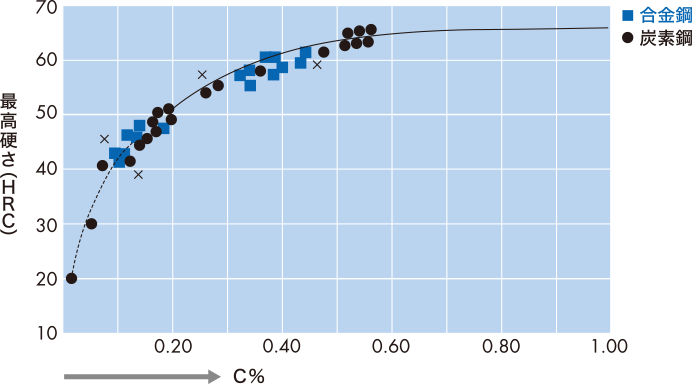
銅の炭素と最高硬さの関係Relationship between carbon of copper and maximum hardness
お問い合わせ
山陽利器株式会社へのお問い合わせは、
こちらよりお願いいたします。