刃物教室
About Blades
焼きもどしTempering
鋼を完全に焼入れすると硬さも最高を示します。一般に刃物はただ硬ければ良いというのでなく、適度の粘さを持たされることが切れ味をよくし、刃こぼれを防ぐ為に有効です。焼入れ後の焼戻しはこの様な意味で行う大切な作業です。
焼戻しの場合は、高温度で短時間よりも低温で長時間行った方が刃物の性質をよくするので、作業に支障のない限り実施します。
硬質の刃物としては焼戻しを150℃〜160℃で行うのがふつうですが、刃物の粘さをよくし、又、研磨・研ぎを容易にする為に、180℃〜200℃で焼戻しをすることも多くあります。
焼入れされた鋼は非常に硬いが、急冷による内部応力とマルテンサイト本来のもろさの為使用に適さないので、種々の焼戻し温度に再加熱することによって内部応力の除去と組織の安定化、粘性、降伏点、疲労限界等がよくなる事は周知の通りです。
Hardness is also highest when steel is fully quenched. Generally speaking, knives are not just hard. Having moderate viscosity is effective to improve cutting quality and prevent the blade from falling off. The tempering after quenching is an important process in this sense. In the case of tempering, the quality of the blade will be improved if it is done at a high temperature and a low temperature for a long time rather than a short time. It will be carried out as long as there is no hindrance to the work.
For hard blades, tempering is usually performed at 150 ° C to 160 ° C, but it improves the viscosity of the blade. Also, in order to make polishing and polishing easy, it is often tempered at 180 ° C to 200 ° C.
The quenched steel is very hard, but it is not suitable for use because of the internal stress due to quenching and the inherent fragility of martensite. By reheating to various tempering temperatures, the internal stress is removed and the structure is stabilized, viscosity, yield point, fatigue limit, etc.
|
焼入鋼の組織
Structure of hardened steel
|
テンパー温度と得られる組織
Temper temperature and resultant tissue
|
|||
|---|---|---|---|---|
|
αマルテンサイト
Alpha martensite
|
100℃~150℃
100 ° C to 150 ° C
|
200℃以外
Other than 200 ° C
|
200℃~300℃
200 ° C to 300 ° C
|
580℃~680℃(急冷)
580 ° C to 680 ° C (quenching)
|
| βマルテンサイト (αマルテンサイトが安定化したもの)
beta martensite
(α martensite stabilized) |
残留オーステナイトが分解し針状のベーナイトとなりトールスタイトに変る
The retained austenite decomposes to form needle-like bainite, which changes to tollstite.
|
焼戻脆性のある鋼種の 焼戻(ソルバイト) Tempering of Brittle Steel Species(sorbite)
|
||
|
工具等の如く硬度と耐摩耗怖が要求される場合
When hardness and wear resistance are required as for tools, etc.
|
ショック荷重を受ける 工具等の場合 In the case of tools, etc., subjected to shock load
|
機械構造用鋼 機械構造用合金鋼等の 焼戻し
Steel for machine structure
Tempering of Alloy Steel for Mechanical Structure, etc. |
||
横にスライドするとスクロールできます
現場作業における焼戻し温度の見方View of tempered temperature in field work
測温はできるだけ温度計を用いますが、現場で大体の見当をつける場合は下表を参照して下さい。
The thermometer should be used as much as possible to measure the temperature. Refer to the table below for a rough estimate of the temperature at the site.
-
温度(℃) Temperature
(° C)状況 situation120 水を少量ふりかけると泡を生じて蒸発 Sprinkle a small amount of water to form bubbles and evaporate.130 水を少量ふりかけると泡を認めない位早く蒸発 If you sprinkle a small amount of water, it will evaporate so quickly that no bubbles will appear.140 水を少量ふりかけると一層急に蒸発 A small amount of water will evaporate more quickly.150 水を少量ふりかけると水球は生じないが直ちに蒸発 If a small amount of water is sprinkled, water does not form but evaporates immediately.160 水を少量ふりかけると少し水球を生じて蒸発 Sprinkling a small amount of water produces a little water ball and evaporates.170 水を少量ふりかけると水球増加 Sprinkling a small amount of water increases the water content.180 水を少量ふりかけると水球多く飛散 If a small amount of water is sprinkled, a lot of water will scatter.190 水を少量ふりかけると大部分水球となる Sprinkled with a small amount of water most of it becomes a water polo.200 水を少量ふりかけると全部水球となり躍る If you sprinkle a little water over it, it will all become a water ball and dance. -
温度(℃) Temperature
(° C)状況 Situation250 水を少量ふりかけると水球飛び上がり激しく躍る If you sprinkle a little water on it, it will jump up and dance violently.270 マッチ点火 Match ignition.400~450 木片かっ色に焦げる Burn briskly.500~550 木炭火花が出る Spark from charcoal.580~600 木炭燃える Charcoal burning.600以上 600 or more火色で判断できる Be judged by the color of fire.
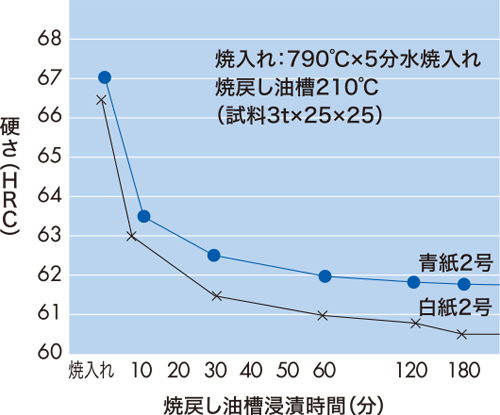
焼戻し時間と硬さの関係Relationship between tempering time and hardness
お問い合わせ
山陽利器株式会社へのお問い合わせは、
こちらよりお願いいたします。